
热门关键词:

化工型生产企业产生高浓度废水,要对废水含盐量、苯烃等成分集中处理。本文以苏州园区某化工企业废水处理为案例,对化工废水进水水质COD、含盐量、TP数值进行监控,对出水后各项指标是否达到环评要求,对整个案例现场流程工艺分享。
1工程概况
江苏某化学科技有限公司依托先进的生产工艺和丰富的生产经验,主要从,3,4-二氯化苯醚酮及2,4-二氯化苯环氧乙烷等精细化工产品的研制、开发、生产。该公司的生产废水主要来源于化学副反应过程中的生产废水、排放冷却水等。废水总量为30m3/d。废水平均水质及排放标准见表1。
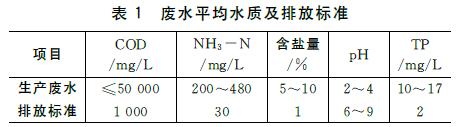
该化工废水经过处理后达到产业园区内废水处理厂的接管标准后做进一步处理。
2处理工艺
2.1废水特点
该化工废水有机物种类复杂,难降解物质较多,废水COD高达几万mg/L,废水的可生化性差,含盐量高,生物毒性大,废水间歇排放,水质水量波动较大,同时废水中的杀菌剂类物质,对水中微生物有一定生理毒害作用,影响生化处理效率。
2.2工艺流程说明
目前对于此类高浓度废水主要采用微电解、催化氧化、混凝沉淀、水解酸化等方法处理。依据此类废水的特点,需要首先进行物化预处理,然后进行生化处理,最后进行深度处理。
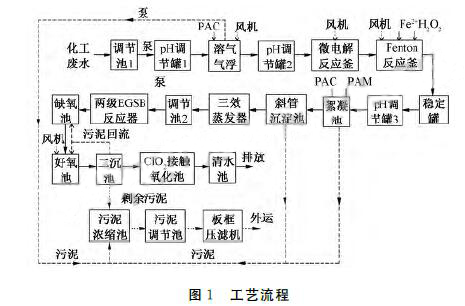
综合考量各方法的优缺点后,在物化预处理阶段选择采用溶气气浮+铁炭微电解+Fenton氧化+混凝沉淀+三效蒸发工艺,达到初步降低废水COD、盐度,提高废水可生化性的目的,同时可有效节约运行成本。在生化处理阶段采用两级厌氧+A/O的生物处理为主的处理工艺,可有效地降低NH3-N负荷,减少脱氨对外部碳源的需求,实现了可生化的COD及NH3-N的全部降解。深度处理阶段采用ClO2接触氧化工艺,进一步氧化取出水中难降解的有机物,同时去除水体色度。具体工艺流程如图1所示。
2.2.1物化预处理工艺流程
高浓度的化工废水流入调节池进行混合后调节pH,随后调节池出水经泵提升进入溶气气浮装置即气浮机,通过固液、液液分离的方式,去除废水中的悬浮物、油状物,避免油类、悬浮物对后续高级氧化的效率产生影响。溶气气浮装置出水经过pH调节后进入Fe-C微电解反应釜,反应釜中Fe-C组成的无数微电池,在充氧条件下产生产生新生态的[H],还原降解废水中的有机物质。微电解反应后,出水自流入Fenton反应釜,随后利用微电解过程产生Fe2+与H2O2组成Fenton试剂,产生具有强氧化性的羟基自由基,氧化分解苯环类、卤代烃类等有毒物质为小分子物质,提高废水的可生化性。随后出水流入稳定池进一步氧化反应,而后经过pH调节进入混凝沉淀池,投加混凝剂PAC和助凝剂PAM,废水中的大部分悬浮物及残余的Fe3+经絮凝反应后形成絮体,废水中的SS大幅下降,可生化性得到提高。废水随后进入三效蒸发器,采用蒸发析盐的方法离心出废水中的废盐后进入下一级处理设施。
2.2.2生化处理工艺流程
高浓度的化工废水经过上述的物化预处理工艺后,COD的去除率可以达到65%~70%,盐度得到初步降低,可生化性得到显著提高。经过物化预处理后的废水进入两级EGSB厌氧反应池中,与厌氧污泥充分均匀混合,通过反应池中兼性厌氧和厌氧微生物群体的作用,降解废水中难降解的有机物质,进一步降低废水中BOD5及COD,提升废水的可生化性,此外两级EGSB组合单元为厌氧氨氧化提供短程反硝化条件,有效的降低氨氮负荷。随后废水采用A/O生物处理即缺氧+好氧处理工艺,因为此废水中TP含量较低,NH3-N和COD较高,通过EGSB大幅度削减负荷后,利用缺氧池反硝化细菌将废水中的COD做为碳源,将好氧池回流混合液中带入的大量NO3--N和NO2--N还原为N2释放至空气,降低BOD5及NO3-N浓度,实现可生化的COD和NH3-N得以全部降解。随后废水流入好氧池,在好养、兼氧菌的作用下,进一步去除水中有机杂质。随后废水流入二沉池,泥水分离后,二沉池污泥回流至A/O池及两级EGSB反应器中,剩余污泥流入生化污泥池中,后流入污泥调节池,经板框压滤机脱水后排出。二沉池中上清液流入ClO2接触氧化池做进一步处理。
2.2.3深度处理工艺流程
ClO2作为漂白剂和消毒剂,因为其价格适中,不致癌性,且在杀菌等方面表现优异,已经被广泛应用于杀菌消毒及污废水处理领域。因此,废水流入ClO2接触氧化池后,利用ClO2的强氧化性,进一步氧化去除废水中难生物降解的有机物质,同时进一步去除水体色度,保证出水效果。
2.3主要构筑物及设计参数
2.3.1预处理工艺系统
(1)调节池1。地上式钢筋混凝土防腐结构,HRT12h,尺寸:5m×2m×2m(其中0.5m超高),有效容积15m3,主要作用调节水量,均匀水质。配置潜水搅拌机1台(QJB0.85/8-260/3-740/C,N=0.85kW),设耐酸碱提升泵2台(KQL32/125-0.75/2,Q=5m3/h,H=20m,N=0.75kW,1用1备),设1台流量计及pH在线仪。
(2)pH调节罐1。地上式碳钢防腐结构,HRT2.4h,1.6m×1.8m(其中0.3m超高),有效容积3m3,主要投加氢氧化钠溶液调节废水pH至8~9。配置气搅拌装置1套,pH在线仪1台。
(3)溶气气浮装置。通过投加PAC,实现废水中悬浮物质及乳化油的去除。设计参数:30m3/d。
配置溶气气浮机1套。配置污泥泵1台(JYWQ10-7-0.75S,N=0.75kW,Q=5m3/h,H=15m)。
(4)pH调节罐2。地上式碳钢防腐结构,HRT2.4h,尺寸:ø1.6m×1.8m(其中0.3m超高),有效容积3m3,主要投加硫酸溶液调节废水pH至3~4。配置气搅拌装置1套,pH在线仪1台。
(5)微电极反应釜。地上式碳钢防腐结构,HRT4h,尺寸:ø2m×3.7m(其中0.5m超高),有效容积5m3。去除废水中的部分有机物质及色度,提高废水的可生化性能。配置曝气装置1套。
(6)Fenton反应釜。地上式碳钢防腐结构,HRT4h,尺寸:ø2m×2.1m(其中0.5m超高),有效容积5m3。催化氧化降解废水中大分子有机物,提高废水的可生化性。配置桨式搅拌机1台(JBJ-900,D=900mm,N=1.1kW)。
(7)稳定罐。地上式碳钢防腐结构,HRT4h,尺寸:ø2m×2.1m(其中0.5m超高),有效容积5m3,保证Fenton反应反应完全。配置桨式搅拌机1台(JBJ-900,D=900mm,N=1.1kW)。
(8)pH调节罐3。地上式碳钢防腐结构,HRT2.4h,ø1.6m×1.8m(其中0.3m超高),有效容积3m3,投加氢氧化钠溶液调节废水pH至8~9。
配置空气搅拌装置1套,pH在线仪1台。
(9)絮凝池。地上式钢筋混凝土防腐结构,HRT2.4h,尺寸:2m×1m×2m(其中超高0.5m),有效容积3m3。配置空气搅拌装置1套,管式静态混合器1台:(SK-25/50,DN=50,Q=3.5~7m3/h)。
(10)斜管沉淀池。地上式碳钢防腐结构,设计参数:q=1.2m3/(m2·h),HRT=80min,尺寸:1.1m×1.1m×5.6m(其中超高0.3m)。配置污泥泵1台(JYWQ10-7-0.75S,N=0.75kW,Q=5m3/h,H=15m)。
(11)三效蒸发器。设计参数:Q=2m3/h。配置三效蒸发器设备1套。
2.3.2生化处理系统
(1)调节池2。地上式钢筋混凝土防腐结构,HRT=12h,尺寸:5m×2m×2m(其中0.5m超高),有效容积15m3。配置潜水搅拌机1台(QJB0.85/8-260/3-740/C,N=0.85kW),设耐酸碱提升泵两台(KQL32/125-0.75/2,Q=5m3/h,H=20m,N=0.75kW,1用1备),设1台流量计及pH在线仪。
(2)一、二级EGSB反应器。地上式碳钢防腐结构,设计参数:N=5kgCOD/(m3·d)Q=30m3/d,尺寸:ø3m×8.4m(其中0.5m超高),主要功能:为厌氧氨氧化提供短程反硝化条件,有效的降低氨氮负荷,厌氧降解水中有机物质。配置加热系统1套,温度传感器1台,泵回流系统1套,沼气系统1套,三相分离器2套,ORP在线仪1台,pH检测仪1台。
(3)缺氧池。半地下式钢筋混凝土防腐结构,尺寸:5m×3m×2.5m(其中超高0.5m),有效容积30m3。配置ORP在线仪1台,pH检测仪1台,潜水搅拌机1台:(QJB0.85/8-260/3-740/C,N=0.85kW)。
(4)好氧池。地上式钢筋混凝土防腐结构,尺寸:8m×3m×3m(其中0.5m超高),有效容积60m3。设计形式:三级好氧池,按比例=1∶2∶3分组,最后一组为MBBR工艺。配置:微孔曝气系统1套,内回流泵2台)Q=8m3/h,H=12m,N=1.5kW,1用1备),DO在线仪1台,MBBR填料:20m3。
(5)二沉池。地上式钢筋混凝土防腐结构,尺寸:1.1m×1.1m×5.6m(其中超高0.3m),设计参数:q=1.2m3/(m2·h),HRT=80min。结构形式:斜管沉淀池。配置污泥泵1台(JYWQ10-7-0.75S,N=0.75kW,Q=5m3/h,H=15m)。
2.3.3深度处理系统
(1)ClO2接触氧化池。半地下式钢筋混凝土防腐结构,HRT=2.4h,尺寸:2m×1m×2m(其中0.5m超高),有效容积3m3。配置电磁流量计1套,微孔曝气系统1套,ClO2发生器1套,潜水搅拌机1台(QJB0.85/8-260/3-740/C,N=0.85kW)。
(2)清水池。地上式钢筋混凝土防腐结构,尺寸:2m×1m×2m(其中0.5m超高)。配置COD在线监测仪。
2.3.3污泥处理系统
(1)污泥浓缩池(化学污泥池、生化污泥池)。半地下式钢筋混凝土防腐结构,尺寸:3m×3m×2.5m(其中超高0.5m),两座,有效容积36m3。配置污泥泵3台(JYWQ10-7-0.75S,Q=10m3/h,H=7m,N=0.75kW,2用1备),回流泵1台(WQG7-7-0.55,Q=7m3/h,H=7m,N=0.55kW)。
(2)污泥调节池。半地下式钢筋混凝土防腐结构,尺寸:5m×2m×2.5m(其中超高0.5m),有效容积20m3。配置空气搅拌装置1套,板框压滤机1台,螺杆泵2台(G25-1,N=1.5kW,Q=2m3/h,H=60m,1用1备)。
2.3.4附属构筑物
附属构筑物包括加药间、鼓风机房、配电室及控制室。
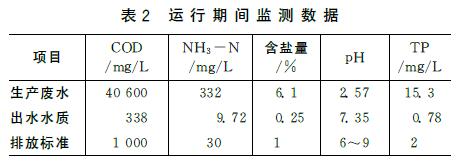
3调试运行情况
该工程于2016年4月底竣工,调试期约3个月,各工艺单元运行状况良好,出水水质优于园区接管标准,具体水质如表2所示。
4工程经济分析
本项工程总投资463.36万元,其中土建费用共48.09万元,设备安装工程费用共计398.14万元,间接费用65.22万元。投入运行后,总运行费用为46.3元/m3废水,其中电费为27.6元/m3废水,电费按0.8元/(kW·h)计算,药剂费用3.0元/m3废水,设备及设施维护费用4.6元/m3废水,人工费用11.1元/m3。
该化工企业废水处理浓度高,对废水要先进预处理后,选用微电解+沉淀蒸发工艺预处理,把废水COD、含盐量等控制在合理范围。此工艺对化工废水有效进行处理,浓度降低在合理范围,设备运行系统稳定,现场操作人员可以方便维护等,整个工艺流程水质可以达到园区接管标准。

![]()
![]()








