
热门关键词:

硫化废水处理工程实例以橡胶企业为例,重点研究硫化废水处理工艺在此类企业中应用。硫化废水主要来源于橡胶企业,汽车行业的发展带动橡胶行业的崛起。硫化废水体量逐年增加。硫化废水处理工艺选择主要以吸附法、氧化法、生物法等,文中以硫化废水处理案例以某生产再生胶为实例进行。
1硫化废气特性和处理工艺
1.1硫化废气特性及处理要求
江苏某橡胶企业主要生产三元乙丙再生胶,在硫化过程中会排放出带有强烈刺激性气味的废气,主要由油烟、挥发性有机物(VOCs)、H2S和NH3等组成。废气经处理后直接排放,排气筒高度为15m。颗粒物和NMHC指标执行《橡胶制品工业污染物排放标准》(GB27632-2011):颗粒物≤12mg/m3,NMHC≤10mg/m3;H2S排放速率和臭气浓度执行《恶臭污染物排放标准值》(GB14554-1993):H2S≤0.33kg/h,臭气≤2000。
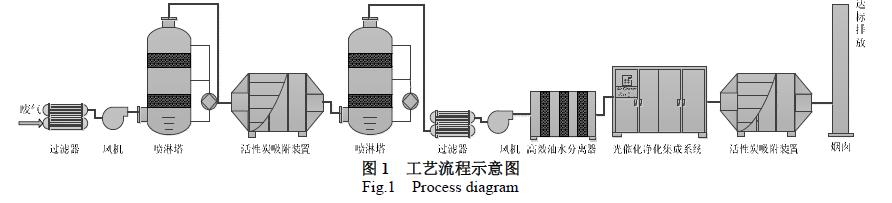
1.2设计工艺流程
该公司原有废气处理工艺已采用“两级喷淋+两级活性炭”组合技术。该工艺在运行初期处理效果显著,但运行一段时间后导致活性炭吸附饱和,则使得其处理效果显著下降且不能满足相应排放标准。本工程针对废气处理现状,对其进行了相应改造,设计了一套“两级碱喷淋+两级活性炭+光催化除臭”组合工艺,流程示意图如图1所示。企业废气设计风量为20000m3/h,碱喷淋设备可有效吸收H2S等溶于水的酸性臭气,且对于部分水溶性强的VOCs也有很好的去除效果。通过活性炭吸脱附,可将难溶于水的有机物去除,降低废气非甲烷总烃浓度,同时吸附臭气。光催化装置中产生的自由基可使得有机物彻底矿化,达到相应废气排放标准。
该工艺中光催化装置经优化后具有以下优点:
(1)使用综合净化技术激发紫外光,装置1米处紫外光照强度提升至250μw/cm2以上;
(2)采用高速空气流涂覆技术对紫外石英灯管覆膜,大大减小灯管漏气率,并加强灯管的使用寿命,从8000h提高到14000h,节约运行成本;
(3)采用稳定技术将催化剂负载到陶瓷基载体上,陶瓷基有较大的比表面积(500~7002/g),有很好的吸附性能,大大增强了光催化效率。
2主要构筑物及工艺参数
2.1喷淋塔(两套)
设备材质为聚丙烯(PP)塑料,Ø×H=2.5×7.5m,空塔气速1.0m/s。两层填料(含鲍尔环Ø5mmPP填料),每层高1.5m,各配
备一只PP螺旋喷嘴,喷淋密度为1m3/(m2·h)。该设备含有包括PP加药槽在内的自动加药池。
2.2活性炭吸附装置(两套)
设备材质为304不锈钢,活性炭箱尺寸L×W×H=4.0×2.5×2.5m,吸附剂为颗粒碳,装填量为3.3t,过滤风速为0.55m/s。
2.3高效油水分离器
设备材质为304不锈钢,油水分离器尺寸L×W×H=2.0×1.8×1.8m,进出口尺寸为Ø0.9m。过滤材料为高速旋转网盘,功率8.8kW。
2.4光催化净化集成系统
光催化净化尺寸L×W×H=4.5×1.5×1.8m,紫外灯管130套,总功率20kW。
2.5引风机(两套)
设备材质为碳钢,静压3500Pa,功率45kW,变频控制,电机防爆。
2.6干式过滤器(两套)
设备材质为碳钢,L×W×H=1.5×1.0×1.0m。
2.7排气筒
设备材质为纤维增强复合材料,尺寸为Ø×H=0.9×15m,配备井字架、缆风绳、避雷针、采样口、采样平台、防雨帽、排液口等。
3工程运行分析
3.1运行效果
废气处理工艺改造前后排气口各指标浓度和去除效率分别见表1和图2。改造前废气处理系统出气口H2S浓度为0.01mg/m3,臭气浓度为1140,均能达到国家排放限值。但由于臭气较为敏感,虽低于国家规定的浓度值2000的排放要求,但恶臭味依然明显导致邻避效应问题突出。油烟和NMHC浓度分别为24.3和12.3mg/m3,均超出了标准限值的12和10mg/m3。H2S因其良好的水溶性,在改造前的处理设备中的去除率可达到82%。处理设备进口中油烟含量偏高,处理效率需达到85%以上才能达到国家排放标准,而“两级喷淋+两级活性炭”组合工艺对油烟的去除率仅为68%,臭气去除率为46%,NMHC去除率则低至24%。处理效果不理想是因为改造前的处理工艺存在明显弊端:一方面,油烟、某些NMHC、臭气中的苯系物等废气水溶性较差,难以通过碱喷淋去除;另一方面,活性炭对废气的吸附量有限,尤其是碱喷淋处理后废气未进行干燥直接进入活性炭吸附箱时会携带大量水汽,与废气形成吸附竞争,使活性炭更快达到吸附饱和,导致对污染物的吸附效果骤减。
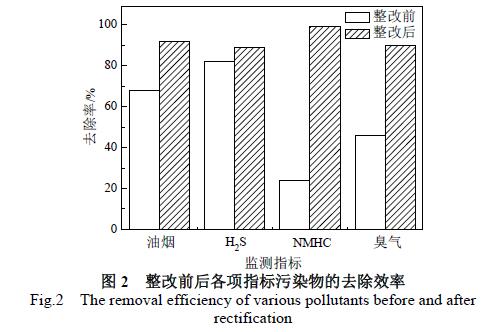
改造后废气处理系统出气口油烟、H2S、NMHC和臭气浓度分别为6.23、0.006、0.18mg/m3和217,均达到了国家排放标准,处理效率分别为92%、89%、99%和90%,处理效果显著。这是由于高效油水分离器可针对性去除含油物质,提高油烟去除率,降低出气口油烟含量。光催化氧化装置使用陶瓷基光催化剂,并与综合净化技术耦合,增强断键能量,打开化学键,分解有害废气,可将前段废气处理工序残留的难溶性有机物彻底氧化为无污染的CO2和H2O,污染物去除效率从原来的65%提高至87%。即使使用一年之久,去除效率仍稳定在82%以上。处理末端的活性炭箱可应对废气量大,前端处理不彻底的情况,保证了废气的达标排放。
3.2经济效益分析
由于使用特有热稳定负载技术,使催化剂稳定牢固负载于陶该项目稳定运行的一年中,紫外灯管具有很好的光量子产率,衰减率极低,实测小于5%。
该工程固定投资费用59万元;装机功率为446kW,运行功率为312.2kW,按每天工作8h,电耗为2500kW·h/d,按电价为0.7元/(kW·h)计,功率因数取0.80,则电费为175元/d;片碱和颗粒活性炭等药剂费2万元/年,按每年360天计,即5.6元/d;定员10人,工资按2000元/(人·月)计算,则人工费为133元/d;运行费用合计为313.6元/d。
橡胶企业在硫化废水处理工程案例中,采用两级组合工艺,处理后的排气口油烟可以达到最佳的90%以上,硫化废水处理基本完成国家对此类废水环评要求。整个处理系统具有较强的适应性、实用性和先进性,取得了较好的环境效益和社会效益。

![]()
![]()








