
热门关键词:

废乳化液主要是在金属加工过程中,乳化液在循环使用多次后产生的废液。此时废乳化液的腐蚀程度高,化学性质稳定,成分复杂,如果对乳化液的COD进行检测的话,此时的COD数据可以达到几万至几十万mg/L,这对企业来说此类废液生化性差、处理难度也比较大。因此,对于废乳化液需要专门的环保公司来处理。
废乳化液处理需选择有专门资质的环保公司处理。安峰环保目前是可以处理废乳化液的环保公司之一。对于废乳化液通常是采用预处理中的破乳,再油水分离,然后进一步去除残余的有机、无机污染物。常用的破乳方法有盐析法、混凝法、电解质破乳法、酸化破乳法、膜超滤法、臭氧协同盐效应破乳法。但膜过滤法、臭氧协同盐效应破乳法处理废乳化液的设备投资大,具有一定局限性;用盐析、酸化法进行破乳,仅能解决乳化液的油水分层问题,难以去除水中的有机、无机污染物。
结合厂区废物特性和处理设备的实际情况,安峰环保给大家探讨一下,混凝一沉降法对废乳化液破乳、去除有机及无机污染物的可能性,在实验室小试试验中取得了良好的处理效果,并在实际生产处理过程中得到了应用。
1废乳化液的性质
试验所用的废乳化液来自昆明中铁大型养路机械集团有限公司,乳液呈黄白色,放置一段时间后表面析出一层黄色的油状物,pH6.5~7.5,CODc,为6.02×104—3.16X105mg/L。
2工艺方案确定
2.1破乳剂的选择:查阅大量相关文献资料,发现酸、强电解质对乳化液的破乳效果比较明显,大量的尝试试验后,从破乳现象和COD的检测数据来看,硝酸、硫酸铝、硫酸镁、氯化铁、聚铁试验效果较好,车间调试生产时,综合考虑设备的腐蚀、操作问题及产泥量大增加的费用,选择聚铁作为破乳剂。
2.2破乳原理:聚铁破乳原理Fe3+等高价离子在水中发生水解形成凝胶,具有很强的吸附作用,分散的液滴被吸附到这些凝胶体表面,容易聚沉;另一方面,水解的同时破坏了液滴表面的水化层,使乳化液的界面膜变得不稳定,油相与水相的密度差加大,促进油水分离。同时,多羟基絮凝剂水解生成的沉淀物通过粘附、架桥、交联作用,促进胶体凝聚,与污染物分子相互结合起来成为聚集体,实现油水分离。
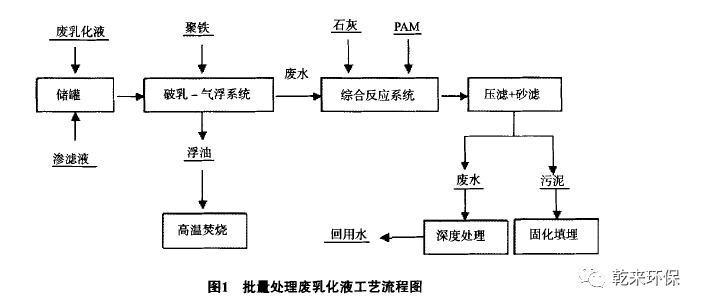
2.3工艺流程:由于破乳装置进水要求是CODcr<10000mg/L,因而需要对废液先进行稀释。废乳化液批量处理的工艺确定为:聚铁作为破乳剂,聚丙烯酰胺(PAM)为絮凝剂,经石灰中和后絮凝沉降,最终实现废乳化液的无害化处理。工艺流程如图1所示。
废乳化液处理技术工程应用
(1)破乳一气浮反应:废乳化液打入破乳搅拌槽,每批进料2m3,进料结束后投加10%聚铁溶液,每立方稀释后的乳化液废水投加0.2~0.4ITl3聚铁溶液,边加边搅拌,加料完成后充分搅拌20rain,反应完成后泵入气浮装置,每批进料5m3,进行气浮分离,反应时间10min,气浮停留时间86min,总停留时间不少于96min。破乳气浮后的清液转入综合反应槽,浮油装桶后运至焚烧车间进行高温焚烧。
(2)综合反应:综合反应槽每批进料量10m3,进料结束后加入5%聚铁溶液,每批废液投加0.036~0.040m3聚铁溶液,边加边搅拌,搅拌时间20min;最后加入2%ePAM溶液,每批废液投加4.5—5.0L,边加边搅拌,搅拌时间5—10min,同时控制pH值稳定在7—8,若pH不达标,加5%石灰乳进行调节。
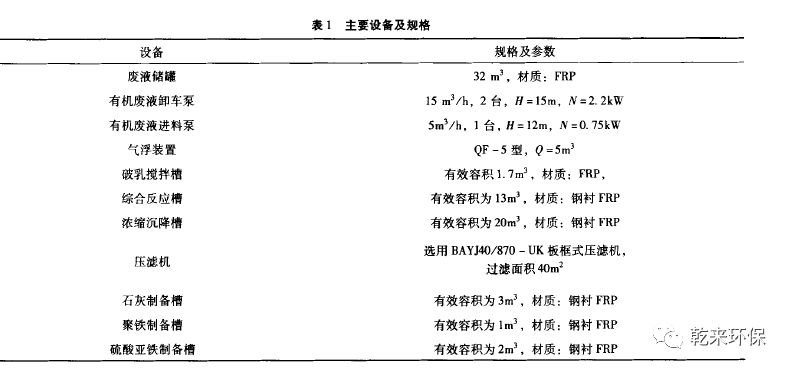
2.4主要设备:物化车间采用PLC程序进行自动控制,主要设备及参数见表1。
3.质量控制
3.1指标要求

废乳化液处理技术工程应用
乳化液经破乳一气乳、综合反应、浓缩沉降、砂滤后检测COD,若超出污水进水水质标准,则需与生活污水混合达标后再进入污水车间进行深度处理,达到城市杂用水回用标准的收集至污水车间回用水池回用污泥滤饼浸出毒性检测若未达到填埋人场限值,则需稳定似固定化车间暂存待处置,达到填埋场入场限值的则直接送至安全填埋场直接填埋。
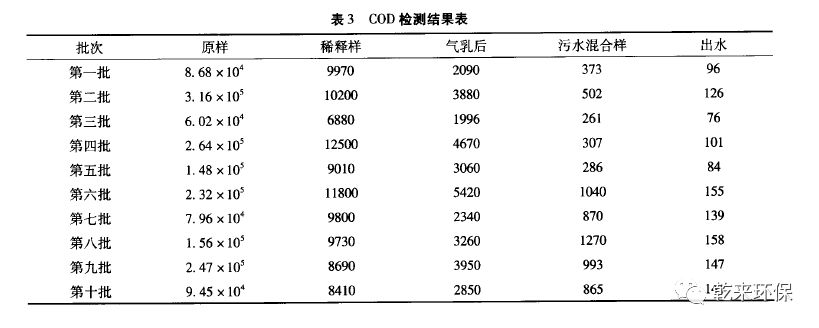
3.2处置检测结果:乳化液集中处理,对每批样品原样、稀释后、破乳一气乳后、与生活污水混合以及超滤一反渗透出水进行COD检测,统计结果见表3。
废乳化液处理技术工程应用
从连续处置的检测结果来看,10批有2批未达到COD≤15mg/L的排放要求,排除检测误差,不达标可能与加药量和反应时问也有关系。进行返工处理,处置合格率高达80%。此方法常温常压操作,药剂成本低,但稀释倍数大,后续会对处理设备和方案进行改进。
4管理措施
(1)各个反应槽及储罐之间溶剂差别较大,须注意控制不同反应槽的处理批数,时时监控并记录液位变化情况;(2)岗位操作人员需严格按照设备操作规程进行操作,并根据实际情况对各控制参数进行调整;(3)物化车间当班人员负责对收集池上清液、污泥滤饼进行采样送检,上清液早上、下午各采一个样,污泥滤饼每次出料后采一个样。分析实验室负责按时出具分析检测报告。上清液检测送检后两个工作日内出具报告,污泥滤饼浸出毒性检测送检后三个工作日内出具报告。
安峰环保对于废乳化液采用化学混凝法,选用聚铁作为破乳剂,通过破乳一气浮、絮凝沉降处理废乳化液,处置出水达到回用水一组标准。采用此法处理设备占地面积小,操作简单容易控制,而且经过后续实验室小试试验验证,该工艺可推广用于切削液、染料涂料废水、感光废液、油墨废水的批量处理。


![]()
![]()








